洛阳和远控制系统有限公司 版权所有 豫ICP备19001124号-1 网站建设:中企动力 洛阳 后台管理进入
联系电话:
0379-64315226 0379-64332799
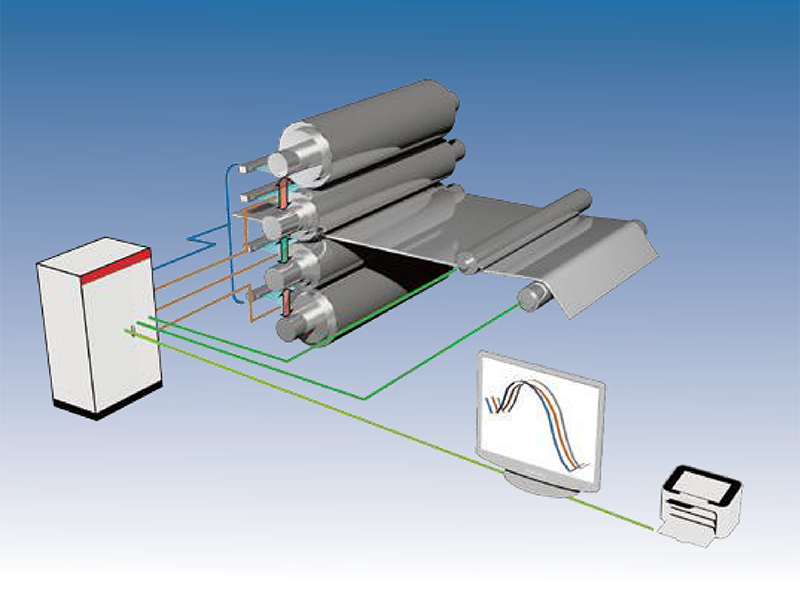
板形自动控制系统及解决方案-基于VLA系统架构
板形自动控制( AFC )系统,作为现代冷轧机组的组成部分,不仅能提高产品质量,而且能提高轧机生产效率。